
Kawboy's restoration/conversion of a 1980 KZ13
- Kawboy
-
 Topic Author
Topic Author
- Offline
- Sustaining Member
-

- Posts: 3209
- Thanks: 1175
Re: Kawboy's restoration/conversion of a 1980 KZ13
8 years 4 months agoscotch wrote: lets see: 100 (+) hours at a modest $95.00 :whistle: per hour = $9500.00 :woohoo: . SO the intake and exhaust cams are worth $4700.00 each!:sick: Now if you sell some......:whistle:
Let me know when they're down to $325.95 per set :evil:
Lots of work on paper !
Planning is 90% of the job. 10 % execution.:S
Please Log in or Create an account to join the conversation.
- Bucko
-
- Offline
- Platinum Member
-

- Posts: 660
- Thanks: 165
Re: Kawboy's restoration/conversion of a 1980 KZ13
8 years 4 months ago
Are you planning some sort of hardness treatment (e.g. nitriting, heat treating) when the grinding is complete? Are they already hardened?
Hello from Canada's We(s)t coast.
Please Log in or Create an account to join the conversation.
- scotch
-

- Offline
- Sustaining Member
-
- Posts: 1995
- Thanks: 903
Re: Kawboy's restoration/conversion of a 1980 KZ13
8 years 4 months ago
My question as well - regarding hardening. This is good stuff ! If anyone can make the new Grind work our resident "Nuke-Man", can ! Hmmmm - if they "glow-in-the-dark" we'll have to seriously consider a Pyrex cam cover :woohoo:
1980 KZ 1300 sr# KZT30A-009997
Always High - Know Fear !
Always High - Know Fear !
Please Log in or Create an account to join the conversation.
- Kawboy
-
Topic Author
- Offline
- Sustaining Member
-
- Posts: 3209
- Thanks: 1175
Re: Kawboy's restoration/conversion of a 1980 KZ13
8 years 4 months ago - 8 years 4 months ago
I may start by having the hardness checked first and if I've ground through the hardness, I'll have them parkerized. Parkerizing seems to be a common standard for hardening chilled cast iron. Nitrating could also be done without fear of distortion. Induction hardening is out at this point since some distortion/twisting would occur and the bearing journals are already ground to spec.
Half the reason I went to great lengths in studying the stock cams and developing a new grind was I had 3 conditions to meet.
1st- Not have to replace the valve seats Rather than have the valve seats replaced in the cylinder head I could bring back the shim size by removing .025"- .030" off of the base circle of the camshafts. That gets me from the current 1.95mm shim size (which doesn't exist) to 2.70mm - 2.80mm shim size. That's doable and grinding that material off of the base circle is irrelevant to the hardness of the cams since it's a clearance area where the shim bucket in theory doesn't ride on the camshaft.
2nd - Fix the sloppy duration. The current duration of the cams greater than .005" lift (which is the point where the valve is open, is 170 - 180 degrees cam rotation which is 340 - 360 degrees of crankshaft related duration. All 6 of the intake cams I have dialed, indicate this phenomenon. I can't explain it only tell you what I've found. I'm not in a position to measure the actual opening time and closing time of the valves relative to crank position since that would require reassembling the engine. At this point I'm confident that what I've measured is correct. Possibly Kawasaki felt that having the valves off of the seat by maybe up to .010" had little consequence on actual "valve timing" and designed this into their grind spec. or maybe back in the day when they designed the cam profile and then transferred that info over to the master for the cam grinder, something went wrong. The end result is that what I've measured is faulty and I wanted to fix it if I'm going to go through this exercise.
Bearing in mind that I want to do this work on the camshafts have try to minimize the hardness issue, I spent many hours trying to reduce the duration from 180 degrees cam rotation down to 135 degrees cam rotation which is 270 degrees crank rotation and do this with minimizing the amount of material to be ground off. If I can pull this off, there's a chance that I'll not break through the hardness on the camshafts. What I found was in order to minimize the material coming off, I had to go to 140 degrees of cam rotation, bringing the duration up to 280 degrees duration which is still drivable on the street but I expect the power band will increase in rpm's.
My final drawing achieves almost all of my goals. .027" will be coming off of the base circle. Around .025" will be coming off of the opening flank. Only a light surface cleanup will be coming off of the nose of the cam which is the point of highest valve spring pressure. Next to nothing (maybe .003"- .004”) will be coming off of the closing ramp. The transition ramps from the base circle to the opening and closing ramp will be .005" lift over 5 degrees. This should minimize any duration effect as the valve clearances tighten up. I'll suggest here that if you are experiencing lower compression in some of your cylinders, it's due to tighter clearances on your intake valves and this issue with the measured duration I've seen is causing the cam to hold the intake valves open too long and compression is not being developed due to this.
What's come out of this "grind" is I have more lift of the valves at all of the points of duration on the cam. The opening and closing is positive. The valves open faster and close slower. This is not a symmetrical cam in that the opening and closing ramps are not identical.
3rd – Fix the camshafts and cylinder head situations without having to do any welding on the camshafts. There are a lot of camshafts repair centers out there that will rework your existing cams or make you new camshafts from 9260 steel. It’s not cheap. Mega cycle will do the work for $1400 USA dollars. The welding is a huge issue due to the base material of the cams Kawasaki used. It can be done and the welding causes distortion which has to be straightened out of the camshafts. It’s a stick welding process.
Spray welding has been done by other companies and the success rate is iffy. Weld material breaking off due to varied hardness between the camshaft and weld material and lack of fusion if the base temperature of the camshaft is not brought up high enough. The other aspect is that spray welding can leave a somewhat porous surface. Any micro fractures in the material can lead to tearing of the material especially in a sliding friction operation.
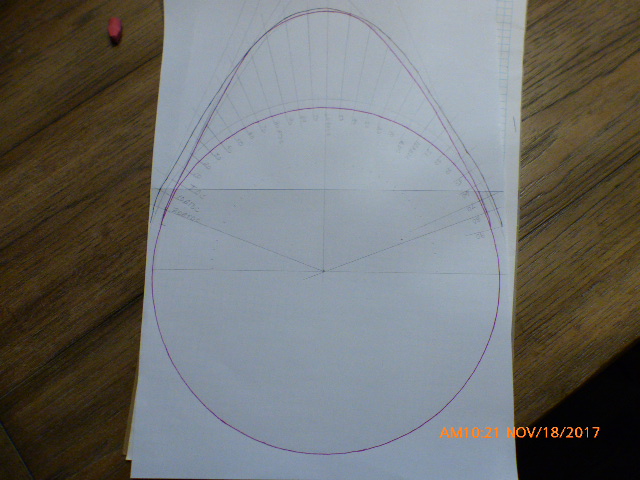
The black outline is the stock grind showing the material to work with.
The red outline will be the new grind. I'm not showing the base circle of the stock grind in this drawing. After redrawing so many times, I decided to concentrate on the profile of the lobes. The base circle never changed throughout the drawings. Why keep drawing it.
The opening ramp is on the left side, closing lobe is on the right. There are straight lines just to the outside of the opening/closing ramps to indicate the flat of the cam follower. By looking at the ramps you may be able to see the opening ramp engages the cam follower earier and allows the nose of the cam on the opening side to be much calmer holding the valve open longer, then as the cam rolls over on the nose, the nose on the closing side is smaller in radius allowing the cam to start closing quicker and having the valve at fully open, the valve spring pressure is higher so the cam follower can stay in contact with the cam under this condition. By getting the closing happening earlier, allows the closing ramp to have a longer dwell, giving the valve, the valve spring and the cam follower more time to settle down before the final closing of the valve on the seat.
I opted for different radius' in the ramps to achieve the way the lobes engage the cam follower rather than parabolic curves. Right or wrong, I don't know. It would appear that the stock profile is similar, but then that design is 37 years old. Maybe there's been a change in cam designs since. Not sure.
I've had a lot of fun just working through this exercise. Looking forward to designing the grinder !!
Half the reason I went to great lengths in studying the stock cams and developing a new grind was I had 3 conditions to meet.
1st- Not have to replace the valve seats Rather than have the valve seats replaced in the cylinder head I could bring back the shim size by removing .025"- .030" off of the base circle of the camshafts. That gets me from the current 1.95mm shim size (which doesn't exist) to 2.70mm - 2.80mm shim size. That's doable and grinding that material off of the base circle is irrelevant to the hardness of the cams since it's a clearance area where the shim bucket in theory doesn't ride on the camshaft.
2nd - Fix the sloppy duration. The current duration of the cams greater than .005" lift (which is the point where the valve is open, is 170 - 180 degrees cam rotation which is 340 - 360 degrees of crankshaft related duration. All 6 of the intake cams I have dialed, indicate this phenomenon. I can't explain it only tell you what I've found. I'm not in a position to measure the actual opening time and closing time of the valves relative to crank position since that would require reassembling the engine. At this point I'm confident that what I've measured is correct. Possibly Kawasaki felt that having the valves off of the seat by maybe up to .010" had little consequence on actual "valve timing" and designed this into their grind spec. or maybe back in the day when they designed the cam profile and then transferred that info over to the master for the cam grinder, something went wrong. The end result is that what I've measured is faulty and I wanted to fix it if I'm going to go through this exercise.
Bearing in mind that I want to do this work on the camshafts have try to minimize the hardness issue, I spent many hours trying to reduce the duration from 180 degrees cam rotation down to 135 degrees cam rotation which is 270 degrees crank rotation and do this with minimizing the amount of material to be ground off. If I can pull this off, there's a chance that I'll not break through the hardness on the camshafts. What I found was in order to minimize the material coming off, I had to go to 140 degrees of cam rotation, bringing the duration up to 280 degrees duration which is still drivable on the street but I expect the power band will increase in rpm's.
My final drawing achieves almost all of my goals. .027" will be coming off of the base circle. Around .025" will be coming off of the opening flank. Only a light surface cleanup will be coming off of the nose of the cam which is the point of highest valve spring pressure. Next to nothing (maybe .003"- .004”) will be coming off of the closing ramp. The transition ramps from the base circle to the opening and closing ramp will be .005" lift over 5 degrees. This should minimize any duration effect as the valve clearances tighten up. I'll suggest here that if you are experiencing lower compression in some of your cylinders, it's due to tighter clearances on your intake valves and this issue with the measured duration I've seen is causing the cam to hold the intake valves open too long and compression is not being developed due to this.
What's come out of this "grind" is I have more lift of the valves at all of the points of duration on the cam. The opening and closing is positive. The valves open faster and close slower. This is not a symmetrical cam in that the opening and closing ramps are not identical.
3rd – Fix the camshafts and cylinder head situations without having to do any welding on the camshafts. There are a lot of camshafts repair centers out there that will rework your existing cams or make you new camshafts from 9260 steel. It’s not cheap. Mega cycle will do the work for $1400 USA dollars. The welding is a huge issue due to the base material of the cams Kawasaki used. It can be done and the welding causes distortion which has to be straightened out of the camshafts. It’s a stick welding process.
Spray welding has been done by other companies and the success rate is iffy. Weld material breaking off due to varied hardness between the camshaft and weld material and lack of fusion if the base temperature of the camshaft is not brought up high enough. The other aspect is that spray welding can leave a somewhat porous surface. Any micro fractures in the material can lead to tearing of the material especially in a sliding friction operation.
The black outline is the stock grind showing the material to work with.
The red outline will be the new grind. I'm not showing the base circle of the stock grind in this drawing. After redrawing so many times, I decided to concentrate on the profile of the lobes. The base circle never changed throughout the drawings. Why keep drawing it.
The opening ramp is on the left side, closing lobe is on the right. There are straight lines just to the outside of the opening/closing ramps to indicate the flat of the cam follower. By looking at the ramps you may be able to see the opening ramp engages the cam follower earier and allows the nose of the cam on the opening side to be much calmer holding the valve open longer, then as the cam rolls over on the nose, the nose on the closing side is smaller in radius allowing the cam to start closing quicker and having the valve at fully open, the valve spring pressure is higher so the cam follower can stay in contact with the cam under this condition. By getting the closing happening earlier, allows the closing ramp to have a longer dwell, giving the valve, the valve spring and the cam follower more time to settle down before the final closing of the valve on the seat.
I opted for different radius' in the ramps to achieve the way the lobes engage the cam follower rather than parabolic curves. Right or wrong, I don't know. It would appear that the stock profile is similar, but then that design is 37 years old. Maybe there's been a change in cam designs since. Not sure.
I've had a lot of fun just working through this exercise. Looking forward to designing the grinder !!
Last edit: 8 years 4 months ago by Kawboy.
The following user(s) said Thank You: scotch
Please Log in or Create an account to join the conversation.
- Ledkz1300
-

- Offline
- Platinum Member
-
- Posts: 627
- Thanks: 71
Re: Kawboy's restoration/conversion of a 1980 KZ13
8 years 4 months ago
This is all way over my head but appreciated anyways. Thanks.
Please Log in or Create an account to join the conversation.
- Kawboy
-
Topic Author
- Offline
- Sustaining Member
-
- Posts: 3209
- Thanks: 1175
Re: Kawboy's restoration/conversion of a 1980 KZ13
8 years 4 months agoI mapped out the exhaust cams today. If you had the clearances set to .006" with this cam, the duration would be 340 degrees. If you set the clearances to .010" the duration would be 300 degrees. Only if you open up the clearance to .014" do you fall within the 280 degrees duration spec. The exhaust cam is really lazy at getting the cam follower moving and the ramps are slow to engage. What's worse for me, is that to grind these exhaust cams I have to maintain some of that lazyness. i did manage to speed up the ramps somewhat but the grind will be a lot more off of the opening and closing ramps and the final lift comes in at .326"
The other option is to use 2 intake camshafts and cut the tach gear on to the camshaft. At the moment, I need to retool the lathe to be able to cut the 4 start 2.5mm thread of the tach gear. Best move for me right now is to start building the grinder and have a go at one of the intake camshaftss and see how that pans out. Off to Peterborough tomorrow for some metal
Please Log in or Create an account to join the conversation.
Moderators: dcarver220b
Time to create page: 0.186 seconds