|
Welcome,
Guest
|
TOPIC:
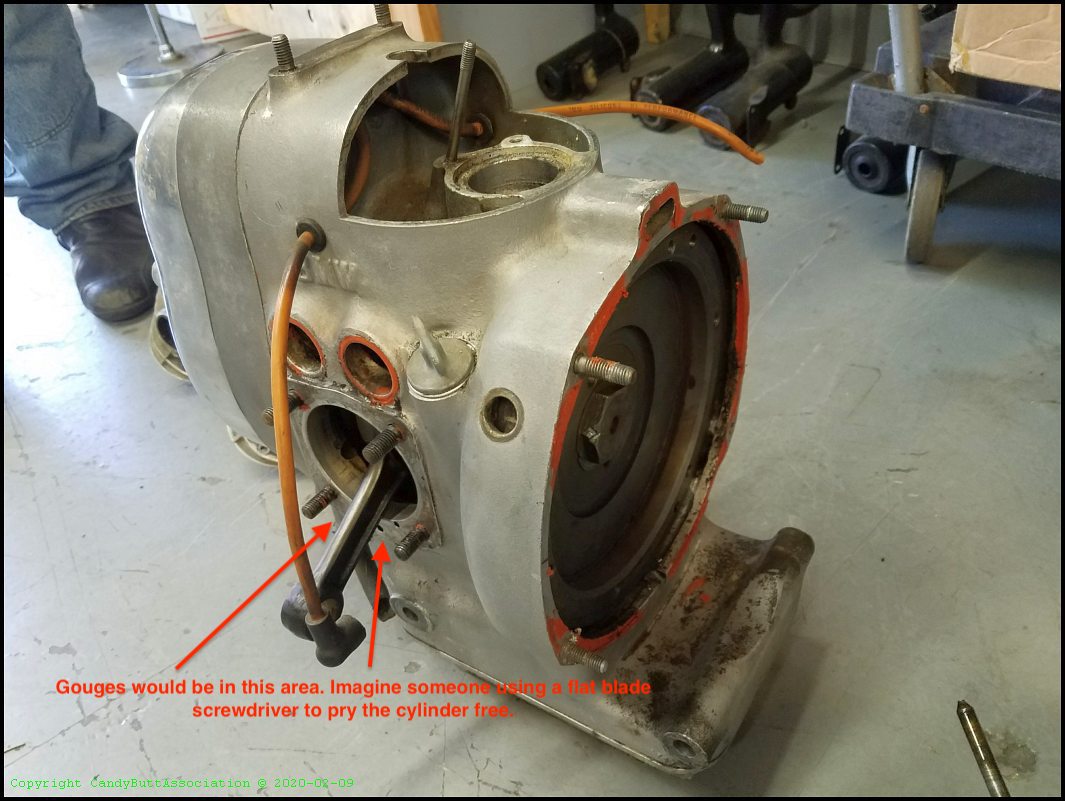
Repair gouge in aluminum block? 9 months 4 weeks ago #32106
|
|
Please Log in or Create an account to join the conversation. |
Repair gouge in aluminum block? 9 months 4 weeks ago #32107
|
|
Please Log in or Create an account to join the conversation. |
Repair gouge in aluminum block? 9 months 4 weeks ago #32109
|
|
Please Log in or Create an account to join the conversation. |

Repair gouge in aluminum block? 9 months 4 weeks ago #32112
|
|
Please Log in or Create an account to join the conversation. |
Time to create page: 0.045 seconds